Поля отмеченные звездочкой (*) обязательны
для заполнения.
Ответ на ваш запрос поступит на указанный адрес электронной почты.
| ФИО:* | |
| E-mail:* | |
| Телефон:* | |
| Ваш город:* | |
| Сообщение:* | |
| E-mail: | |
| Город: | |
|
16.09.2025
СНИЖЕНИЕ ЦЕНЫ НА НАБОР ДЛЯ РЕМОНТА ПЛАСТИКОВЫХ ДЕТАЛЕЙ HOT STAPLER 4!
|
|
06.05.2025
СНИЖЕНИЕ ЦЕН НА ПРОДУКЦИЮ RED HOT DOT С 1 ПО 31 МАЯ!
|
|
02.04.2025
СНИЖЕНИЕ ЦЕНЫ НА СВАРОЧНОЕ ОБОРУДОВАНИЕ RED HOT DOT!
Срок проведения акции с 01 апреля по 30 апреля 2025 года. |
|
23.05.2016
Выбор споттера: плюсы и минусы
Как выбрать споттер, на что нужно обратить внимание при покупке... |
|
25.04.2016
Выбор сварочного полуавтомата для кузовного цеха. Обновленный MIG 19.
Как правило, под сваркой понимают соединение уголков, квадратного профиля, труб и прочих металлоконструкций из металла относительно большой толщины... |
|
14.07.2015
ALUMINIUM TU-95 Споттер по алюминию
Профессиональная рабочая станция с комплектом инструмента и аксессуаров для правки алюминиевых деталей кузова автомобиля. |
Выбор сварочного полуавтомата для кузовного цеха. Обновленный MIG 19.25.04.2016
Как правило, под сваркой понимают соединение уголков, квадратного профиля, труб и прочих металлоконструкций из металла относительно большой толщины, в то время как в конструкции легкового автомобиля применяется тонколистовой профиль из различных типов стали и алюминия. Самым востребованным сварочным аппаратом в кузовном цеху считается споттер, но «рабочей лошадкой» в любом автосервисе является полуавтомат MIG/MAG. Все ли полуавтоматы подходят для работы в автосервисе, что ждать и требовать от полуавтомата, по каким критериям его выбирать? Основное заблуждение - это выбирать полуавтомат по значению максимального рабочего тока. Чем больше, тем лучше? Убеждение в том, что профессиональная сварочная техника начинается после значения в 300 ампер, ошибочно. Такие аппараты не работают в условиях автосервиса и не приемлемы в кузовном ремонте. Почему? Давайте разбираться. Основные значения толщины кузова автомобиля колеблются в пределах от 0,6 до 1 мм и достигают максимум в 4 мм в соединениях лонжерона или порога с кузовом в многолистовом пакетном виде. Комфортная сварка тонкого листа 0,6-0,8 мм требует малых токов в 15-30А. Листы толщиной в 4 мм свариваются током 120А. Таким образом, оптимальные рабочие токи в условиях автосервиса находятся в пределах 15-160А. Если продолжительность сварочных работ превышает 6-10 минут без перерыва, а толщина свариваемых листов превышает 5 мм, то необходимо выбирать более мощные аппараты. Обычно они используются в автосервисах для грузового транспорта или в производстве, вообще не связанном с ремонтом автомобилей. Сварочный аппарат за приемлемые деньги конструктивно не рассчитан на одинаково хорошую сварку большими токами в диапазоне 300-400А и малыми токами в диапазоне 15-20А. Приходится выбирать: сваривать тонкие листы металла или грубые металлоконструкции. Существуют промышленные полуавтоматы с расширенным диапазоном токов. Но сколько они стоят? Окупятся ли они в авторемонте и в какие сроки? Соотнеся основные значения толщины свариваемых металлов с необходимым диапазоном рабочих токов полуавтомата, мы сделали первый шаг в выборе правильного сварочного аппарата. Второй шаг: определение металлов, с которыми предстоит работать. В кузовном ремонте - это сталь, алюминий, изредка нержавеющая сталь. Сварка стали. В современном автомобилестроении используется несколько сортов стали с различными физико-химическими характеристиками.
Для соединения прочных и высокопрочных сталей необходим метод сварки-пайки специальной медно-кремниевой проволокой CuSi5 при температуре около 900°С с целью сохранения свойств металлов, выбранных производителями для определённых деталей кузова. Этот метод был подробно описан в статье: http://www.redhotdot.ru/Article.aspx/Details/27 (Сварка-пайка). В результате к сварке сталью, алюминием и нержавеющей сталью добавляется сварка-пайка медью, а точнее бронзой. Далее, для различных видов сварки необходимы свои настройки. Если сварочный аппарат снабжен специальным программным обеспечением, то это дает возможность использовать несколько режимов сварки. Оператор может выбрать ту программу, которая будет отвечать заданным параметрам, например: установленной проволоке (металл, диаметр), типу сварки (прерывистый для точек или шовный).
На рисунках видно, почему без дополнительной протяжки трудно добиться стабильной подачи проволоки.
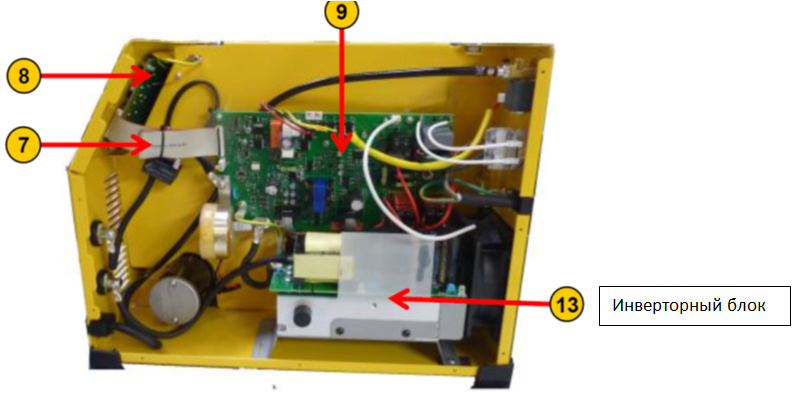
«ИНВЕРТОР» или «ТРАНСФОРМАТОР»?
Инверторный сварочный аппарат включает инверторный преобразователь, который в принципе позволяет добиться существенного преимущества в процессе сварочных работ.
Прежде всего, применение инверторной технологии позволяет значительно уменьшить размер трансформатора, и тем самым снизить стоимость и массу оборудования. Но прежде всего, это верно для сварки штучным электродом (сварка ММА). В случае полуавтоматической дуговой сварки MIG/MAG всё сложнее. Для полноценной реализации преимуществ инверторной технологии необходимы дополнительные компоненты и узлы, которые существенно удорожают сварочный аппарат. Именно по этой причине многие китайские производители наводнили наш рынок инверторными аппаратами для сварки MIG/MAG, переделанными из ММА аппаратов. Если такой «инверторный» аппарат - «3 в 1», т.е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико. Кроме того, инверторный блок требует активного охлаждения. А еще он очень хрупкий и чаще всего приклеен к алюминиевому радиатору специальным клеем под нагрузкой, вследствие чего уязвим для вибрации. Поломка требует полной замены блока или дорогостоящего ремонта с применением специального оборудования. Отсюда понятно, почему форумы по сварке пестрят сообщениями о том, что инверторные полуавтоматы выходят из строя чуть ли не в первые дни работы. Кузовной цех, где работает полуавтомат, сложно назвать благоприятной средой. Огромное количество пыли крайне неблагоприятно влияет на электронику, заключённую в небольшом корпусе. Инверторный блок очень боится пыли и влаги. Одним из достоинств инверторных аппаратов, о котором упоминают продавцы, является стабильная работа при скачках напряжения. Это является несомненным плюсом, особенно при известной нестабильности напряжения в гаражах. С другой стороны, добиться стабильной работы сети можно простым включением в цепь стабилизатора напряжения, и в MIG 19 эта проблема решена. Самым важным отличием недорогого инверторного полуавтомата от традиционного трансформаторного является жёсткое начало сварки. «Трансформатор» с качественным цифровым управлением сразу выходит на рабочий режим, мягко набирает мощность, давая сварщику возможность сваривать маленькими каплями, часто включая и выключая подачу, чтобы снизить температуру сварки. Инверторные блоки постоянно модернизируются, становятся меньше, дешевле и надёжнее, но пройдет еще какое-то время, прежде чем такие количественные изменения перейдут в качество, и трансформаторные аппараты будут полностью вытеснены с рынка |
||